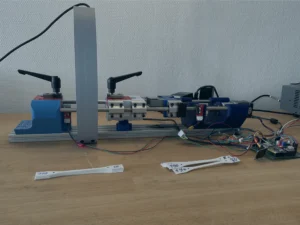
Werkstoffprüfungen als Grundlage für Digitale Zwillinge
Auch in diesem Jahr nahmen wir am 15. Mai mit einem Team von fünf Läufern namens ATR.run()…
Auch in diesem Jahr nahmen wir am 15. Mai mit einem Team von fünf Läufern namens ATR.run()…

Auch in diesem Jahr nahmen wir am 15. Mai mit einem Team von fünf Läufern namens ATR.run()…

Die Angriffe auf IT-Infrastrukturen verschiedener Anbieter häufen sich…
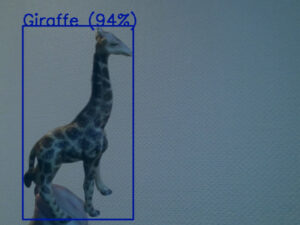
Das Erkennen von Objekten ist ein großes Thema in der Produktion. Ein Anwendungsfall ist zum Beispiel …
Das Erkennen von Objekten ist ein großes Thema in der Produktion. Ein Anwendungsfall ist zum Beispiel …
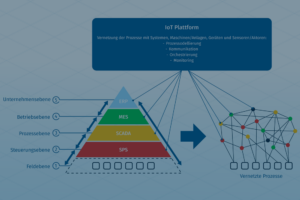
Intelligenter produzieren bedeutet häufig auch vernetzter produzieren.In diesem Beitrag stellen wir …
Warum Optimierung? Optimierungsmethoden spielen in der Produktion eine entscheidende Rolle, da sie dazu beitragen …

Eine typische Fabrik erledigt eine Vielzahl von Dingen: Produkte können verarbeitet, überprüft, bewegt sowie …

In diesem Artikel demonstrieren wir die Anwendbarkeit von Deep Learning für die Anomalieerkennung…
Sie sehen gerade einen Platzhalterinhalt von Vimeo. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von hCaptcha laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von Turnstile laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr Informationen