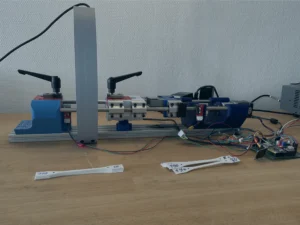
Werkstoffprüfungen als Grundlage für Digitale Zwillinge
Auch in diesem Jahr nahmen wir am 15. Mai mit einem Team von fünf Läufern namens ATR.run()…
Auch in diesem Jahr nahmen wir am 15. Mai mit einem Team von fünf Läufern namens ATR.run()…
Das Erkennen von Objekten ist ein großes Thema in der Produktion. Ein Anwendungsfall ist zum Beispiel …

Eine typische Fabrik erledigt eine Vielzahl von Dingen: Produkte können verarbeitet, überprüft, bewegt sowie …

In diesem Artikel demonstrieren wir die Anwendbarkeit von Deep Learning für die Anomalieerkennung…

Vom 30. Mai bis 2. Juni waren wir auf der Jahrestagung der Gesellschaft für angewandte Mathematik und Mechanik …

Am 15. und 16. Mai 2023 fand die inzwischen elfte Auflage der Clusterkonferenz des microTEC Südwest e. V. statt …
Heute stellen wir euch ein weiteres Projekt aus unserer Zusammenarbeit mit dem Dgitalisierungszentrum…

Heute stellen wir Ihnen DigiPrüF – die Digitale Prüfplattform für die Fahrzeug- und Zulieferindustrie vor. Ziel des …

Im Zuge des Forschungsprojektes MeMoRob verwenden wir…
Sie sehen gerade einen Platzhalterinhalt von Vimeo. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von hCaptcha laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von Turnstile laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr Informationen